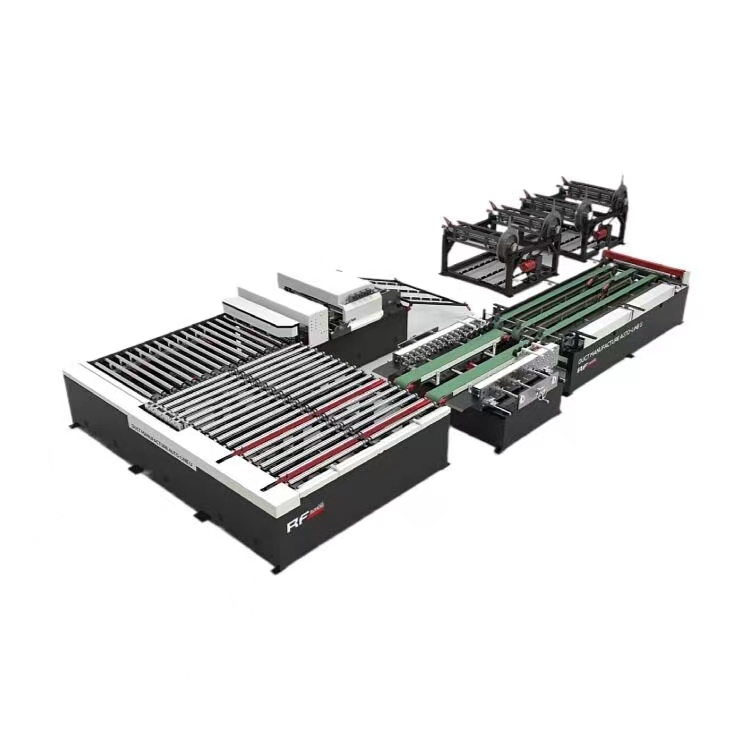
标配独立电动动放料架2个料架共4个料盘
装置配冲法兰孔装置
支撑孔带冲中间支撑孔
角铁法兰+共板法兰四机联动
自动切换咬口机二合一辘骨机
加工能力镀锌板0.5-1.5mm
不锈钢3040.5-1.2mm
总功率约40KW
型号AUTO-V-U-1300
风管生产线功能多:风管生产线可以定长板料开卷下料、共板自成法兰自动完成。风管生产线五线体积小、能耗低、易搬迁、等优点,可生产各种规格可出厂的矩型风管。
一条完整的风管生产线应该实现以下功能:
1、卷料选料,下料功能;可以选择2-6种不同厚度或者材质的卷料;
2、压紧、较平功能;该功能是对卷料加工前的调整过程,防止产生废料;
3、打孔、倒角、切槽功能;该功能可以完成风管安装孔的制作,避免后期打孔带来的不便;
4、切断功能;该功能将板料从卷料脱离,进行下一步加工;
5、传输功能;方便卷料自动进行下一工序的加工;
6、咬口;该功能实现对板料的压边操作,制作联合角;
7、共板法兰成型;该功能是制作双面共板法兰的关键步骤;
8、折弯成型;一道工序完成,共板法兰矩形风管已经成型了。

风管生产线在使用中需要注意的事项:
1、施工前总应将各工种的管线几种画在一张平面图上,并用不同彩色笔标记。在各交点处综合标高,检查是否有否有矛盾之处,及时发现并解决。
2、为了减少投资,节省空间,降低层高,有些敷设无坡度要求的管道,可以穿梁敷设,如自来水管道,消防喷洒干管等。

风管生产线不是立工作的,它是作为了一条整体的生产流水线系统而存在和运行的。从卷料下料,到风管成型的整个过程由机器加工设备完成,任何部分的完成都缺少不了风管生产线,在操作过程中要按照说明规程完成各项操作,并要注意以下事项;
1、工作之前需要先检查设备各部位数据和系统是否完好无损,并开空车试验。严禁不**负荷运行。风管生产线设备必须专人操作互相配合;
2、风管生产线的操作必须是由技术人员完成的。其他不相关人员严禁在风管生产线工作时靠近;
3、材料选择问题:在设计、制造和维修中,都要根据零件工作的性质和特点正确选择材料。风管生产线的材料严禁使用磨损、腐蚀、过度变形、疲劳、破裂、老化产品;
4、装配质量问题:在这项条件之中要求保持合理的初始间隙。如果初始间隙过大则有效寿命期就会缩短;此外装配中各零部件之间的相互位置精度也很重要,若达不到要求则会引起附加应力、偏磨等后果;
5、适当进行维修保养:根据工艺合理、经济合算、生产可能的原则,合理进行维修、保证维修质量。要合理选择和运用修复工艺、注意修复前的准备、修复过程中按规程执行操作、修复后的处理工作。
风管生产线如何进行日常保养:
1、运输风管生产线选择机器吊运,如果非要使用人力搬运,切勿太过用力对机器造成损坏;
2、定期给风管生产线的传动齿加入适量润滑油,能够减轻机器运转中的磨损程度;
3、时刻保持风管生产线的外表干净清洁,长期不用时应给外表涂抹防锈油脂;
4、经常检查风管生产线的工作情况,发现问题要及时修正,以防安全事故的发生;
5、通常风管生产线的养护周期是半年,拆开机器设备进行检查保养。
佛山市南海锐丰通用机械有限公司愿以锐意进取、精益求精的精神,为您提供满意的产品和服务,欢迎新老朋友光临、惠顾,来人来电洽谈业务。
http://ljf867829890.cn.b2b168.com




