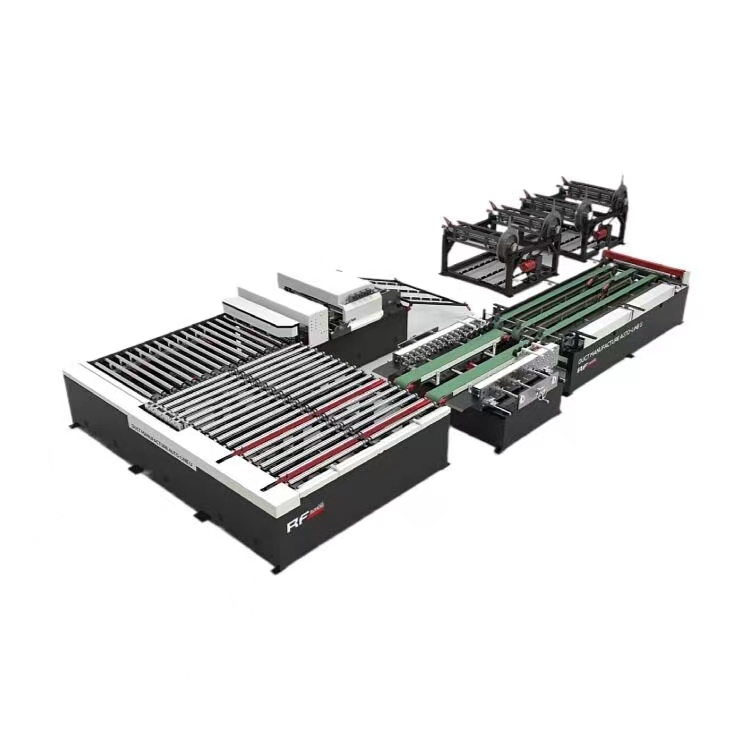
标配独立电动动放料架2个料架共4个料盘
装置配冲法兰孔装置
支撑孔带冲中间支撑孔
角铁法兰+共板法兰四机联动
自动切换咬口机二合一辘骨机
加工能力镀锌板0.5-1.5mm
不锈钢3040.5-1.2mm
总功率约40KW
型号AUTO-V-U-1300
风管生产线全线生产运行速度可达15m/min,生产效率比其它同类风管生产线显着提高,从板料的开卷到风管的辘骨、共板法兰/角钢法兰成型、TDF折边全部实现自动化。
风管生产线在使用中需要注意的事项:
1、施工前总应将各工种的管线几种画在一张平面图上,并用不同彩色笔标记。在各交点处综合标高,检查是否有否有矛盾之处,及时发现并解决。
2、为了减少投资,节省空间,降低层高,有些敷设无坡度要求的管道,可以穿梁敷设,如自来水管道,消防喷洒干管等。

使用风管生产线之前,应仔细阅读使用说明书以及其他有关资料,以便正确操作使用风管生产线,并注意以下几点:
1、机床操作、维修人员必须是掌握相应机床知识的人员或经过技术培训的人员,且必须按安全操作规程及安全操作规定操作机床;
2、非人员不得打开电柜门,打开电柜门前必须确认已经关掉了机床总电源开关。只有维修人员才允许打开电柜门,进行通电检修;
3、除一些供用户使用并可以改动的参数外,其它系统参数、主轴参数、伺服参数等,用户不能私自修改,否则将给操作者带来设备、工件、人身等伤害;
4、修改参数后,进行* 一次加工时,机床在不装原材料的情况下用机床锁住、单程序段等方式进行空载试运行,确认机床正常后再使用原材料进行生产;
5、机床的PLC程序是按机床需要设计的,不需要修改。不正确的修改,操作机床可能造成机床的损坏,甚至伤害操作者;
6、如果机器连续运行时间太长会影响电气系统和部分机械器件的寿命,从而会影响机床的精度,建议连续工作时间不**过8小时;
7、风管生产线全部连接器、接头等,不允许带电拔、插操作,否则将引起严重的后果。

风管生产线如何进行日常保养:
1、运输风管生产线选择机器吊运,如果非要使用人力搬运,切勿太过用力对机器造成损坏;
2、定期给风管生产线的传动齿加入适量润滑油,能够减轻机器运转中的磨损程度;
3、时刻保持风管生产线的外表干净清洁,长期不用时应给外表涂抹防锈油脂;
4、经常检查风管生产线的工作情况,发现问题要及时修正,以防安全事故的发生;
5、通常风管生产线的养护周期是半年,拆开机器设备进行检查保养。
一条完整的风管生产线应该实现以下功能:
1、卷料选料,下料功能;可以选择2-6种不同厚度或者材质的卷料;
2、压紧、较平功能;该功能是对卷料加工前的调整过程,防止产生废料;
3、打孔、倒角、切槽功能;该功能可以完成风管安装孔的制作,避免后期打孔带来的不便;
4、切断功能;该功能将板料从卷料脱离,进行下一步加工;
5、传输功能;方便卷料自动进行下一工序的加工;
6、咬口;该功能实现对板料的压边操作,制作联合角;
7、共板法兰成型;该功能是制作双面共板法兰的关键步骤;
8、折弯成型;一道工序完成,共板法兰矩形风管已经成型了。
佛山市南海锐丰通用机械有限公司一直是以“质量精良、价格合理、服务周到”的宗旨来为广大客户服务;诚挚欢迎新老客户光临。
http://ljf867829890.cn.b2b168.com





